A CNC press brake automation cell uses a robotic arm, sensors, and software to load, position, bend, and unload parts with minimal operator intervention. Compared with manual operation, robotic bending usually wins in repeatability, labor efficiency, and safety for stable production, while manual bending still wins for prototypes, frequent one-off jobs, and shops that need maximum flexibility with minimum upfront cost.

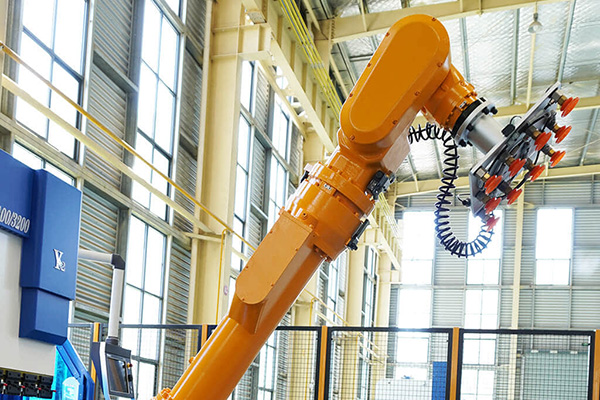
Robotic CNC press brake cell for automated loading, bending, and unloading
That simple answer is useful, but buyers need more than a headline. The real question is not whether automation is “better” in general. The real question is whether your mix of parts, labor availability, quality target, and batch size justify moving from an operator-led process to a robotic bending cell.
In this guide, we compare robot bending and manual press brake work in the areas that actually affect purchasing decisions: labor, throughput, consistency, setup time, part mix, safety, floor space, and return on investment. We also explain where a robotic press brake makes sense and where a standard CNC press brake with skilled operators may still be the smarter choice.
1. What Is CNC Press Brake Automation?
CNC press brake automation is a bending system where the machine is integrated with a robot, part grippers, sensing devices, and production software. Instead of the operator manually lifting the sheet, aligning it to the back gauge, rotating it between bends, and stacking the finished part, the robot handles those repetitive movements according to a programmed sequence.
A typical automation cell includes five core elements: the press brake itself, a robot arm, gripping tooling, bend-angle or positioning sensors, and offline programming software. Higher-end cells may also include automatic tool changers, pallet systems, conveyor output, sheet separators, and MES or ERP connectivity.
The goal is not just less labor. The goal is stable bending output: same handling path, same part orientation, same sequence timing, and lower operator-to-operator variation across every shift.
2. Robot Bending vs Manual Operation: Quick Comparison
| Factor | Manual Press Brake | Robotic Press Brake Cell |
|---|---|---|
| Initial investment | Lower | Higher |
| Labor requirement | 1–2 operators at the machine | 1 operator can supervise one or more cells |
| Cycle time stability | Depends on operator pace and fatigue | Highly stable on repeat jobs |
| Part consistency | Operator-dependent | High repeatability |
| Small-batch flexibility | Excellent | Moderate unless jobs repeat |
| Large-part handling safety | Higher manual risk | Better for heavy and awkward parts |
| Programming demand | Lower software demand, higher operator skill demand | Higher programming demand, lower repetitive manual handling |
| Best fit | Prototype, repair, short-run fabrication | Repeat orders, standard parts, labor-constrained factories |
The table makes the main trade-off clear: manual bending optimizes flexibility and low entry cost, while automation optimizes predictable output and labor efficiency. Neither is universally right. The winning choice depends on job structure, not marketing claims.
3. Where Automation Delivers the Biggest Advantage
Robotic arm improves repeatable handling on multi-bend and high-volume parts
3.1 Labor efficiency and staffing pressure
Many sheet metal factories start looking at automation because skilled press brake operators are hard to hire and even harder to retain. A robot does not eliminate people, but it changes how people add value. Instead of spending the shift loading sheets and rotating parts, operators move toward setup verification, programming, quality checks, and cell supervision.
For shops running repeated parts every week, one robotic cell can often replace the most repetitive work of one full-time operator and partially reduce dependence on a second helper for large sheets. That does not mean zero labor, but it often means more output per available operator.
3.2 Stable cycle time and predictable planning
Manual bending speed changes with operator experience, material handling difficulty, and fatigue over the course of the shift. A robot tends to repeat the same path and timing. That makes production planning, quotation accuracy, and shift balancing easier—especially for standard brackets, cabinets, frames, elevator parts, shelves, and enclosure components.
3.3 Better consistency on multi-bend parts
Automation matters most when a part requires multiple re-orientations, tight bend-angle consistency, or strict presentation quality. The robot grips, rotates, and positions each part in a controlled way. Combined with angle measurement and crowning, this reduces the variation that often appears when different operators handle the same part in different ways.
3.4 Safer handling of heavy or awkward sheets
Large, thin, or awkward sheets are a poor match for manual handling near the punch and die area. Robotic handling reduces repeated lifting, awkward turning, and crush exposure. That is one reason automation is attractive for cabinets, long channels, and parts that require frequent flips during the bend sequence.
4. Where Manual Press Brake Operation Still Wins
Automation is not automatically the best answer for every bending shop. Manual operation remains the better choice in four common situations.
- Prototype or one-off work: If a part is made once and never repeated, programming a robot usually adds more overhead than value.
- High-mix, low-volume routing: Shops with constant design changes and unstable schedules often benefit more from flexible operators than from a dedicated cell.
- Limited budget: A standard CNC press brake has a much lower entry cost and shorter approval path.
- Parts that are difficult to grip or stack: Some geometries, protective films, polished surfaces, or unstable blanks require special end effectors or manual judgment.
A useful rule of thumb is simple: if setup and programming time consume a large share of total job time, manual bending often stays more economical. If the same part family keeps returning, automation becomes easier to justify.
5. What Actually Changes Inside an Automated Bending Cell?

Tooling strategy and repeatable handling are critical for profitable automation
Many buyers compare robot bending and manual bending only at the level of labor cost. That is too shallow. A robotic cell changes several operational disciplines at once.
- Programming becomes more important: offline simulation, bend sequence planning, and collision checking matter much more than in purely manual production.
- Tooling discipline becomes mandatory: tool positions, clamping repeatability, and setup verification must be tightly controlled.
- Material consistency matters more: blanks with strong variation in size, burrs, warp, or protective film behavior are harder to automate reliably.
- Infeed and outfeed planning matters: pallets, separators, conveyors, or stacking zones affect uptime just as much as the robot itself.
- Quality control moves earlier: first-off approval, sensor calibration, and sample verification become essential before running longer unattended sequences.
In other words, automation rewards shops with disciplined upstream and downstream processes. A robotic cell works best when laser cutting, deburring, part identification, and pallet flow are already reasonably stable.
6. ROI: When Does a Robotic Press Brake Pay Back?
Most robotic press brake projects are justified by a combination of labor savings, more stable output, lower scrap, and the ability to run longer unattended periods. In practical market cases, payback often lands around 1.5 to 3 years for repeated production, but the real answer depends on part family stability and how many hours the cell is productively loaded.
Automation ROI improves when you have repeat orders, expensive labor, quality problems caused by handling variation, or demand that regularly exceeds operator capacity. ROI weakens when jobs are highly customized, engineering changes happen every day, or the cell sits idle while operators wait for upstream parts.
7. Which Parts Are Best for Robot Bending?

Good automation projects combine repeat parts, stable blanks, and disciplined programming
The best candidates for CNC press brake automation usually share the same characteristics:
- Repeat orders with weekly or monthly recurrence
- Part families with similar tooling and bend logic
- Medium-to-large batch sizes
- Heavy, wide, or awkward parts that are tiring to handle manually
- Multi-bend parts where handling consistency affects angle accuracy or cosmetic quality
Poor candidates include random one-off repairs, unstable prototypes, highly reflective or easily scratched parts without tested grippers, and jobs where upstream blank quality varies too much for unattended handling.
8. How to Decide: A Practical Buyer Framework
Ask these five questions before choosing between manual operation and automation:
- How repeatable is your order mix? Recurring parts are the fuel for automation.
- Where is your real bottleneck? If bending is the slowest operation, automation has more leverage.
- Is labor a strategic risk? If operator hiring is unstable, automation becomes more attractive.
- Can your upstream process support the cell? Stable blanks, labeling, and pallet flow are essential.
- Do you need flexibility or predictability more? Manual shops buy flexibility; automated shops buy repeatability.
If your answers point toward repeated parts, labor pressure, and a quality-driven workflow, a robotic cell is usually worth serious evaluation. If your business depends on fast-turn custom jobs with constant engineering changes, manual bending may still produce a better return today.
9. FAQ
Is robotic press brake bending always better than manual bending?
No. Robotic bending is usually better for repeated production, labor efficiency, and handling safety, but manual bending is often better for prototypes, one-off jobs, and high-mix fabrication where programming time would outweigh the production benefit.
How many operators can a robotic press brake replace?
In many factories, one robotic cell replaces the most repetitive work of one machine operator and reduces the need for a helper on larger parts. However, operators are still needed for setup, supervision, quality verification, and scheduling.
What is the typical payback period for press brake automation?
For suitable repeat production, payback commonly falls in the 1.5 to 3 year range. The result depends on labor cost, machine utilization, scrap reduction, shift coverage, and how consistently the same parts return.
Can a robotic bending cell handle small batches?
Yes, but only if those small batches repeat often enough to justify programming and setup work. A repeated low-volume part can still be a good automation candidate, while a never-repeated custom part usually is not.
What are the main limitations of CNC press brake automation?
The main limits are higher investment, greater programming demand, gripper and stacking constraints, and sensitivity to inconsistent blanks or unstable routing. Automation works best in disciplined production systems rather than chaotic job-shop environments.
10. Conclusion
CNC press brake automation is not a replacement for bending knowledge; it is a multiplier for stable production systems. If your factory runs repeat parts, struggles with labor availability, or needs better consistency on multi-bend work, robot bending can deliver a real advantage in output, quality, and safety. If your work is highly customized and constantly changing, a well-run manual press brake department may still be the most economical choice.
Before automating, compare the economics in our CNC press brake cost by tonnage guide, prepare repeatable programs with CNC press brake programming basics, and plan uptime with the press brake maintenance checklist.
If you are evaluating automation for cabinets, brackets, frames, enclosures, or other repeat sheet metal parts, compare the robotic press brake configuration and contact Rucheng for a practical recommendation on whether a standard CNC press brake or a robotic bending cell fits your production better.
Press brake selection and production resources
Compare the full Rucheng press brake machine range before choosing tonnage, working length, controller, tooling and automation options.
- Electro-hydraulic CNC press brake for high-mix precision bending.
- Robotic press brake for repeat production, automated loading and stable shift output.
- Tandem press brake for long parts, poles, panels and structural work.
- Press brake tonnage calculation, tooling selection and controller selection help confirm the final specification.
- For blank preparation before bending, compare fiber laser cutting machines and plan the cutting-to-bending workflow together.